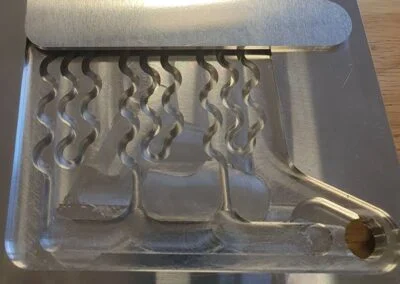
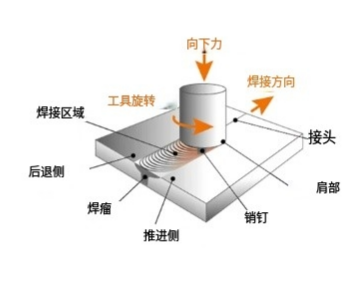
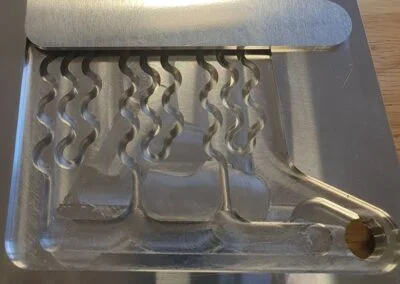
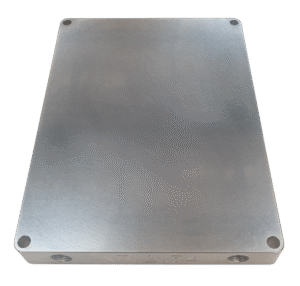
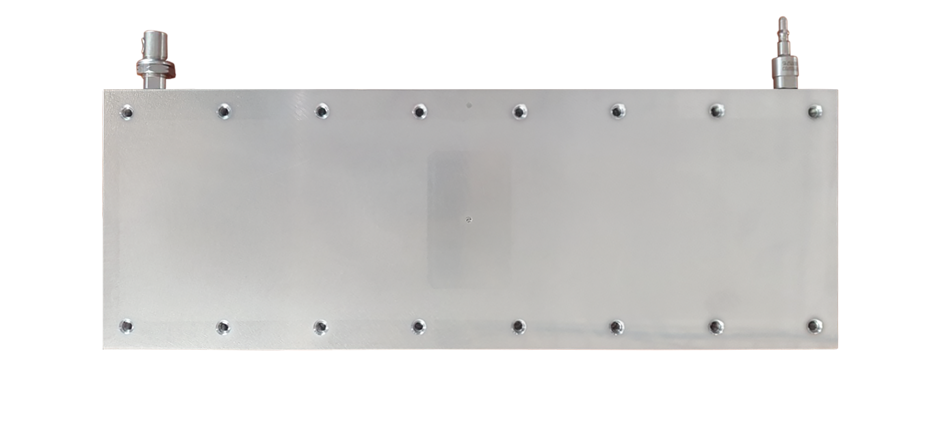
FSW(搅拌摩擦焊)冷板 Atherm 使用 FSW(摩擦搅拌焊接)来制造冷板。从根据 FSW 专业知识实施优化热特性的设计,到在我们的工厂进行批量生产,Atherm 能够根据您的规格提出高效的 FSW 冷板。摩擦搅拌焊接冷板可以轻松替代 真空钎焊、焊接或嵌入式管冷板,具有许多优点。. FS焊接工艺 FSW热特性 搅拌摩擦焊的工作原理搅拌摩擦焊 (FSW) 是一种固态焊接工艺,用于在不熔化金属的情况下连接两块金属。该工艺由英国剑桥焊接研究所 (TWI) 于 1991 年发明。FSW 尤其适用于连接高强度航空航天合金以及其他难以使用传统焊接技术焊接的材料。在搅拌摩擦焊 (FSW) 中,一种硬质材料旋转工具(通常是碳化钨)被插入待连接的两块金属件中。然后,该工具沿着接头线移动,产生摩擦热,使金属软化但不熔化。软化的金属被旋转工具搅拌在一起,形成固态接头。将两块待焊接的板材接触并牢牢夹紧。旋转工具(400 至 3500 rpm)穿透材料,然后沿着接缝线移动(10 至 100 mm / s)。该工具由一个肩部和一个销钉组成。通过加热,销钉会插入材料中,直到肩部与板材接触。压力必须足够大,以便肩部和板材之间的摩擦产生的热量可以软化材料,但不会达到熔点。 搅拌摩擦焊冷板的优势与传统冷板制造焊接技术相比,FSW 具有诸多优势。它能够产生高强度、良好疲劳性能的接头,并可用于连接异种金属。FSW 还能产生比传统焊接技术更窄的热影响区,从而减少变形并提高尺寸稳定性。 高热性能 轻松进行流程调整低开发成本比现有工艺便宜 2 至 10 倍高重复性和可靠性到期已用于军事、航空航天和汽车应用 无需后续热处理恢复机械强度 与钎焊冷板相比,具有更高的阻力高达 300 bar 铝和铜焊接从小型到大型系列 从一块铝板和一个盖子,很容易制造一个随时可以用的防水热管部分。 FSW 应用示例FSW 广泛应用于航空航天工业,用于连接铝、钛和其他高强度合金。此外,它还用于汽车、造船以及其他需要高强度、高质量焊缝的行业。 薄液FSW冷板 标准液体FSW冷板 大型液体搅拌摩擦焊冷板 总厚度:3毫米焊接工艺:3片1毫米铝板一次性搭接焊接耐压:9巴 尺寸:200 x 50 x 20 毫米 尺寸:500 x 500 x 60 毫米铝合金:6061 T6复杂水冷通道 我们的摩擦搅拌焊接生产设备 CUCN / MAZAK VC SMART 530 C / 3 轴 / 工作台 : 1300×550 – 路线 X= 1050 Y= 530 Z= 510 CUCN / CHIRON FZ18 / 3 轴,托盘 / 课程 X= 630 Y= 400 Z= 400 CUCN / CHIRON FZ12 / 3 轴,托盘 / 课程 X= 550 Y= 300 Z= 280 CUCN / DMG 103 / 3 轴 / 路线 X= 1 030 Y= 600 Z= 600 埃CUCN / DMG 635 / 3 轴 / 路线 X= 635 Y= 500 Z= 400 产品 FSW冷板 用于 2 个 IGBT 的 FSW 冷板 下载PDF 下载 PDF